
歯車の熱処理方法
歯車部品は、製造中に熱処理を行う必要があります。使用目的に応じて、加熱、保温、冷却の方法で、所望の効果を達成することができます。通常、歯車の熱処理方法は以下のとおりです。
ラック歯面窒化

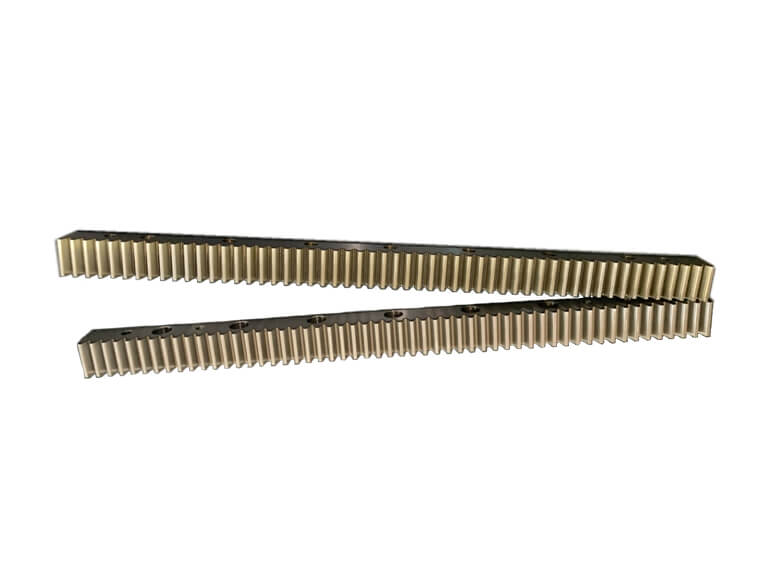
S45Cやクロスアロイ鋼などの中炭素鋼や中炭素合金鋼によく用いられます。歯面窒化後の硬度は、通常HRC40~55です。疲労点食に強く、耐摩耗性に優れるのが特徴です。ラック内部が窒化されておらず靭性が保たれているので、通常の衝撃荷重にも耐えられます。
歯車の浸炭焼入れ
低炭素鋼や低炭素合金鋼のクロモリ鋼やニッケルクロムモリブデン鋼などによく使用されます。浸炭窒化後の歯面硬度はHRC56~62まで達しますが、歯の芯部は靱性を保持しています。歯車鍛造部品は、曲げ強度や接触疲労強度に優れ、耐摩耗性にもすぐれています。衝撃荷重を受ける重要な歯車伝動に用いられます。浸炭窒化した歯車は変形量が大きいので、通常歯面研磨工程を追加で行います。
.jpg)
.jpg)
歯面窒化処理
窒化は表面熱処理の一種です。窒化後は他の熱処理は不要で、歯面硬度は700~900HVに達します。窒化処理された歯車は硬度が高く、処理温度が低いため変形が小さく、内歯車や研削しにくい歯車に適しています。クロム、銅、鉛などの合金元素を含む窒化鋼 like 38CrMoAlA に用いられます。
温度調質処理
温度調質は、S45Cや40Cr、35SiMnなどの中炭素鋼や中炭素合金鋼によく用いられます。温度調質後の歯面硬度は通常220~280HBS程度です。硬度が高くないので歯切り加工などの精密加工は調質後に行うことができます。
ギアの焼き戻し
焼戻しにより内部応力を除去し、結晶粒を細化することで機械的性質や切削性を改善できます。機械的強度要求の低い歯車鍛造部品では中炭素鋼の焼戻し処理が、大型歯車鍛造部品では鋳鋼の焼戻し処理が用いられます。
歯車部品の用途は広範囲で、高速・高性能が要求される歯車も増加しているため、歯面研磨処理は必要不可欠な工程です。
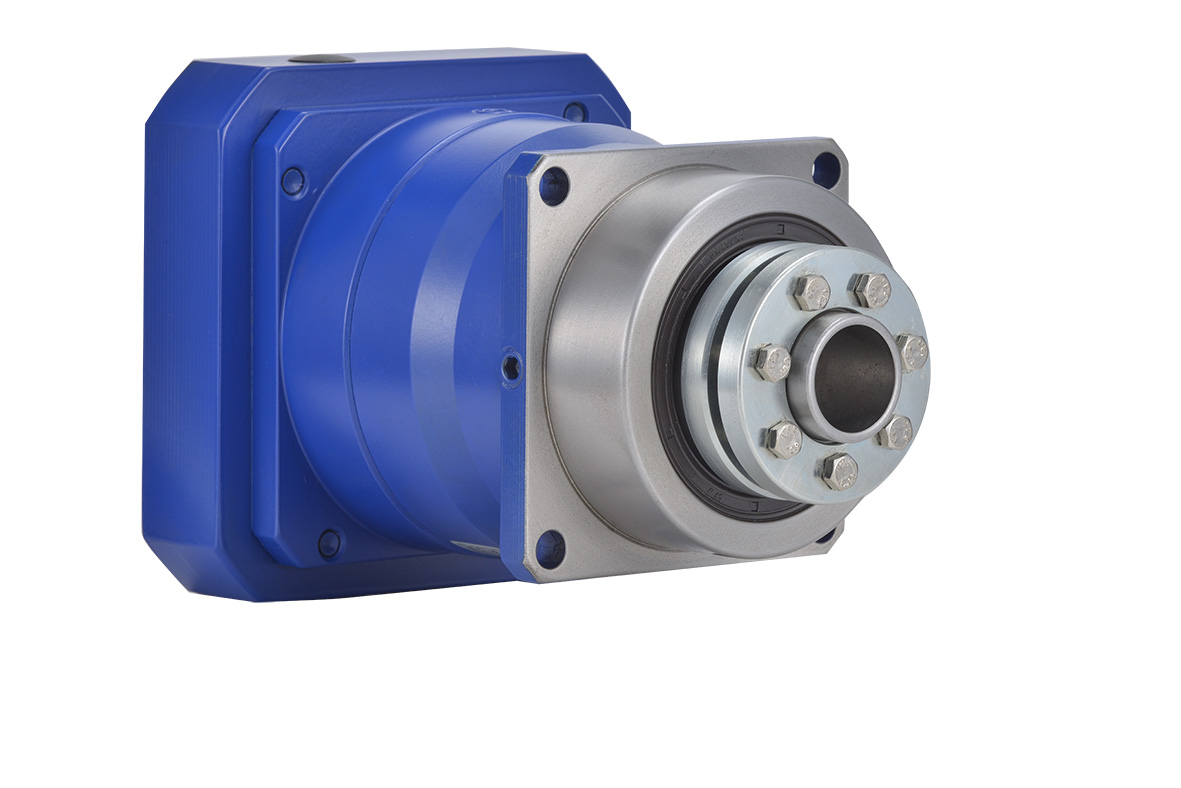
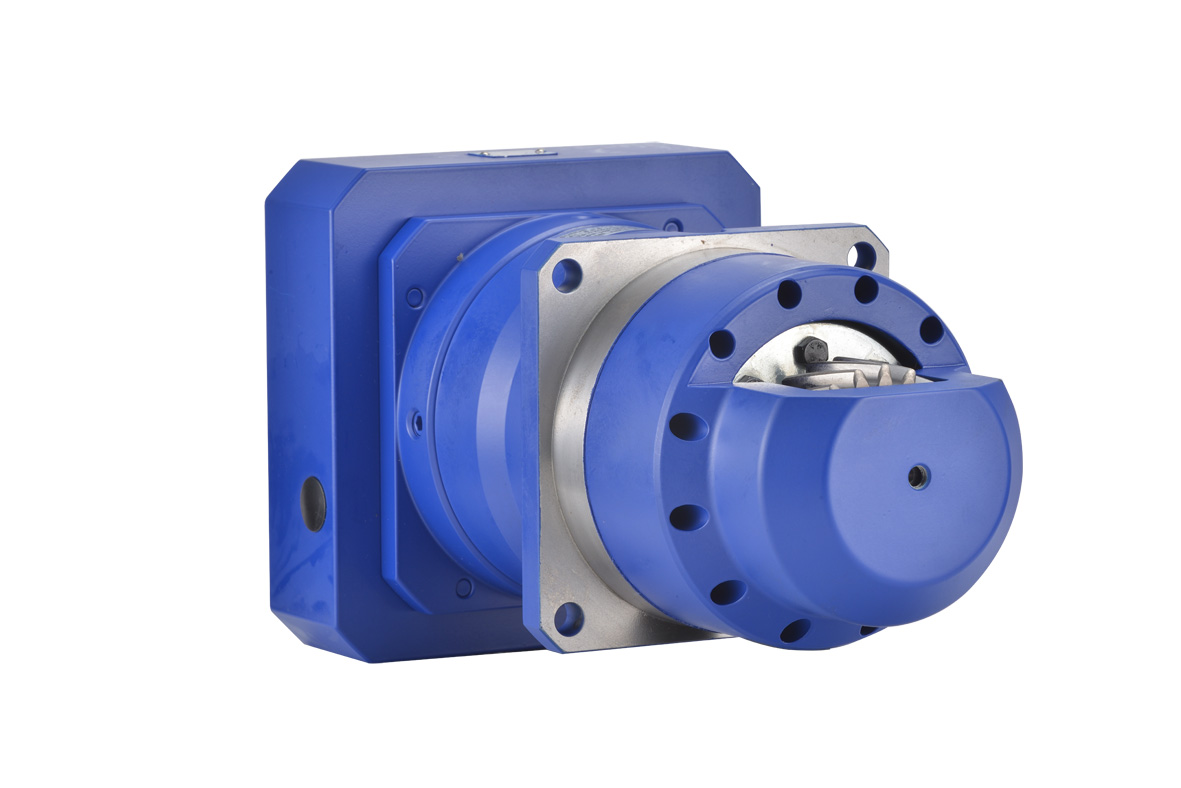
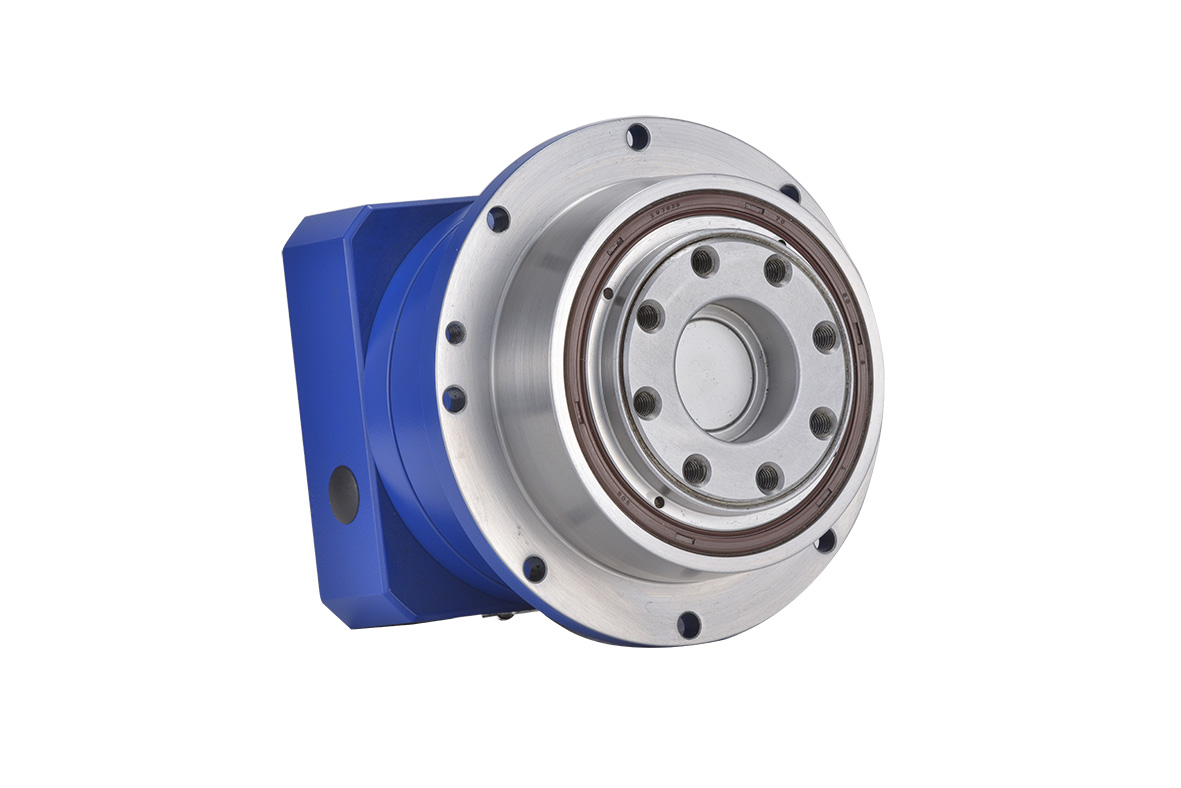
晶傑精機で製造するプラネタリ減速機の内部のサンギア、プラネットギアは、すべて浸炭窒化熱処理後に歯面研磨を行い、製品品質を確保しています。
